Application Data
Holz Rubber Application Data
To view the Holz Rubber Application Data Sheet Library, please click here.

Increased Productivity With High Temperature Composite Expansion Joint Installation
Application:
Holz Rubber Company engineered a custom high-temperature composite expansion joint for a dryer and shaker system operating at a large salt production facility.
Expansion joints used in salt processing operations must absorb continuous thermal expansion, vibration, equipment movement, and process-related stresses while maintaining system reliability. In these demanding environments, traditional metal bellows can be vulnerable to fatigue, media buildup, and premature failure.
For this application, the facility required a more durable expansion joint solution capable of improving reliability, reducing maintenance requirements, and supporting continuous production.
Problem:
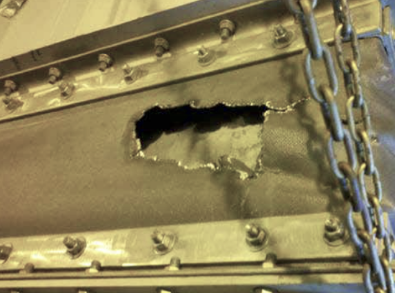
A salt production facility was experiencing recurring failures with an 84-inch metal bellows expansion joint installed on its dryer/shaker system. The existing metal expansion joint struggled to absorb the actual operating movements and vibration generated by the process equipment. As a result, the bellows experienced fatigue cracking and repeated deterioration during normal operation. The consequences included:
- Frequent maintenance shutdowns
- Increased labor costs
- Reduced production efficiency
- Emergency field repairs
- Increased risk of unplanned downtime
The facility reported an average service life of approximately nine months, with two to three maintenance shutdowns occurring during that period due to failures in the existing metal bellows design. Plant personnel needed a more reliable expansion joint solution capable of handling the true operating conditions of the system.
Root Cause Analysis:
Holz Rubber Engineering partnered with the distributor and plant management team to conduct a detailed evaluation of the application. The investigation included:
- Site measurements
- Movement analysis
- Equipment photographs
- Operational videos
- Process condition review
The engineering review revealed that actual extension and compression movements were significantly greater than originally documented. In addition, the metal bellows were directly exposed to process media. Continuous movement combined with material buildup created excessive wear, eventually causing holes to develop in the bellows assembly. The root causes of failure included:
- Underestimated movement requirements
- Excessive vibration
- Media intrusion
Solution:
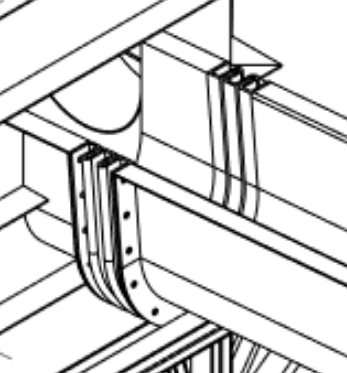
After analyzing the operating environment, Holz Rubber designed a complete high-temperature composite flat belt style expansion joint system engineered specifically for the application. The upgraded design incorporated:
- High-temperature composite expansion joint construction
- Heavy-duty bolt-in frame assemblies
- Double internal baffles
- Full cavity insulation pillow system
- Media protection features
- Improved flexibility for extension and compression movement
Unlike the previous metal bellows design, the composite expansion joint system was engineered to accommodate the actual movement requirements while protecting the flexible element from damaging process media. The cavity insulation and internal baffle system helped prevent material buildup and significantly reduced wear on the expansion joint assembly.
Why Composite Expansion Joints Outperform Metal Bellows in Certain Applications:
Industrial dryer systems, salt processing equipment, bulk material handling systems, and shaker applications often experience operating conditions that can shorten the life of traditional metal bellows. High-temperature composite expansion joints offer several advantages:
- Greater movement capability
- Improved vibration absorption
- Reduced fatigue-related failures
- Better resistance to media intrusion
- Lower maintenance requirements
- Simplified replacement procedures
For applications involving large movements, abrasive materials, and frequent vibration, a properly engineered composite expansion joint can significantly improve system reliability.
Results:
- Reduced Maintenance Shutdowns
- Improved Production Efficiency
- Extended Expansion Joint Service Life
- Lower Lifecycle Costs
- Improved Equipment Reliability
Holz Rubber Specializes In:
- High-temperature composite expansion joints
- Dryer expansion joints
- Shaker system expansion joints
- Industrial duct expansion joints
- Custom-engineered expansion joint solutions
- Metal bellows replacement projects
- Bulk material handling applications
- Salt processing equipment expansion joints
- Industrial vibration and movement solution
Hurricane-Resistant Gas Turbine Air Inlet Expansion Joints For Power Generation Facilities
Application:
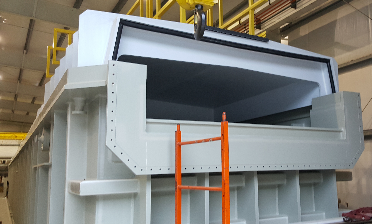
Holz Rubber Company supplied custom-engineered air inlet expansion joints for the air inlet systems of two new gas turbine power generation projects in South Florida.
Gas turbine air inlet systems are critical components in modern power plants. Before air reaches the turbine, it passes through a series of filtration and silencing systems designed to remove contaminants and reduce operating noise. Expansion joints within these systems must accommodate thermal movement, vibration, equipment settlement, and structural displacement while maintaining system integrity.
In coastal regions such as South Florida, expansion joints must also withstand extreme weather events, including hurricanes and high-wind conditions that can create substantial lateral movement throughout the air inlet structure.
Problem:
Gas turbines require a continuous supply of clean intake air to operate efficiently and maintain power output. Within a typical turbine inlet system, ambient air passes through:
- Filter houses
- Air filtration equipment
- Silencer sections
- Turbine inlet ducting
As these large structures experience thermal expansion, vibration, and environmental loading, expansion joints must absorb movement without compromising airflow or equipment performance.
For this project, engineers identified a unique challenge: the expansion joints needed to accommodate unusually large lateral (shear) movements that could occur during hurricane-force wind events. Traditional expansion joint designs may not provide sufficient flexibility or durability under these conditions, creating the risk of premature failure, air leakage, equipment damage, or costly downtime.
Solution:
Holz Rubber Engineering designed and manufactured custom air inlet expansion joints featuring specialty molded corner construction specifically developed for high lateral movement applications. The engineered design allowed the expansion joints to:
- Absorb significant lateral movement
- Accommodate thermal expansion and contraction
- Isolate vibration between connected equipment
- Maintain air system integrity during extreme weather conditions
- Reduce stress on surrounding ductwork and support structures
The custom molded corners were critical to the success of the project, providing additional flexibility and durability in areas subjected to the greatest movement during hurricane events.
By combining proven elastomer technology with application-specific engineering, Holz Rubber delivered a solution capable of meeting the demanding requirements of power generation facilities located in hurricane-prone regions.
Results:
Designed for Hurricane Conditions
Expansion joints were engineered to withstand substantial lateral movement caused by extreme wind loading and structural deflection.
Improved System Reliability
Custom molded corner construction enhanced durability and reduced stress concentrations within the expansion joint assembly.
Protected Critical Power Generation Equipment
The engineered solution helped safeguard the turbine air inlet system from movement-related damage and potential operational disruptions.
Long-Term Performance
The expansion joints were designed to provide reliable service in a demanding coastal environment where thermal movement, vibration, and severe weather are ongoing.
Why Specialty Molded Expansion Joints Matter
Power plants, utility facilities, and industrial operations located in hurricane-prone or seismic regions often require expansion joints capable of handling more than standard thermal movement.
Specialty molded expansion joints can help accommodate:
- Large lateral displacement
- Equipment vibration
- Thermal expansion and contraction
- Structural movement
- Wind loading
- Seismic activity
Proper expansion joint design can significantly improve equipment reliability while reducing maintenance requirements and unplanned downtime.
Our engineering team works closely with OEMs, contractors, distributors, and facility operators to develop custom-engineered expansion joint solutions for the most demanding operating environments.
Holz Rubber Specializes In
- Gas turbine expansion joints
- Air inlet expansion joints
- Power generation expansion joints
- Custom molded rubber expansion joints
- Expansion joints for filter houses and silencer systems
- High-movement ducting expansion joints
- Hurricane-resistant expansion joints
- Utility and industrial expansion joint solutions


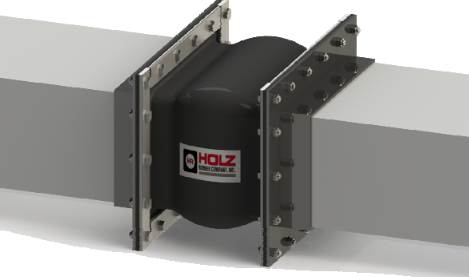
Reinforced High-Temperature Expansion Joint Prevents Costly Chemical Plant Outage
Application:
A chemical processing facility relied on a high-temperature process air duct system equipped with a high-temperature expansion joint to accommodate thermal movement, vibration, and equipment misalignment.
In demanding chemical plant environments, high-temperature expansion joints must withstand continuous thermal cycling, airflow pressure fluctuations, and mechanical stress while maintaining a reliable seal. Proper reinforcement and joint design are critical to maximizing service life and preventing unexpected failures.
Problem: During a routine inspection, a chemical processing plant discovered a failing high-temperature expansion joint within its process air ducting system. The existing belt-style expansion joint was ballooning outward under operating conditions, and the splice area had begun to tear.
Plant personnel recognized that continued operation could result in a complete joint failure, leading to air leakage, reduced system efficiency, unplanned maintenance, or a forced outage. The facility contacted a Holz Rubber distributor seeking a solution before the deterioration progressed into a larger operational issue.
Upon review of photographs, operating conditions, and application specifications, Holz Rubber engineers identified two key concerns:
- The existing expansion joint was manufactured from a non-reinforced elastomer material.
- The joint utilized an overlap cold splice that created a vulnerable stress point.
Without reinforcement, internal pressure and thermal movement caused the expansion joint to balloon outward, increasing stress on the splice and accelerating failure.
Solution:
Holz Rubber Engineering evaluated the application and recommended replacing the failing component with an engineered high-temperature EPDM expansion joint featuring integrated fiberglass reinforcement. The reinforced design provided:
- Improved dimensional stability under pressure
- Reduced ballooning during operation
- Increased tensile strength
- Enhanced resistance to thermal cycling
- Greater long-term reliability in high-temperature ducting systems
In addition, the endless belt construction eliminated the weaknesses commonly associated with field-spliced or overlap-spliced expansion joints. By combining high-temperature EPDM with fiberglass reinforcement, Holz Rubber delivered a custom-engineered expansion joint specifically designed for the operating conditions of the chemical processing facility.
Results:
Prevented Potential Forced Outage
Improved Expansion Joint Reliability
Extended Service Life
Reduced Maintenance Risk
Hand-Built Flue Duct Helps To Increase Service Life After Plant Retrofit
Application: Exhaust Ventilation System
Problem: During the retrofit of an aging chemical manufacturing plant, the expansion joints in the exhaust ducting were leaking due to large tears and missing material in the existing belt-type expansion joints. The installed joints had a history of cracking after only a few months of use.
Solution: A Partner Distributor and our Engineering team reviewed the current expansion joint layout, specs, and upcoming design process changes, and we recommended a hand-built “Flue Duct” style Expansion Joint. After review, it was determined the belt-style expansion joint installed used an incompatible material for the temperature and chemicals present in the exhaust. The frame used a sharp corner design, leading to stress and tearing in the corners during operation. We proposed and agreed that removing the inward angle belt frame and replacing it with a Holz Rubber hand-built 945 –W- style fixed rubber flange Expansion Joint manufactured with Viton would be the best solution. The proposed Joint style is manufactured using fully molded radius corners and exceeds the expected movement requirements of the system. The Viton material can handle the exhaust temperature and chemical-laden air passing through the system. The design change has increased the service life past two years in a place far exceeding a few months of the original design.

Hand-Built Flue Duct Helps To Increase Service Life After Plant Retrofit
Application: Exhaust Ventilation System
Problem: During the retrofit of an aging chemical manufacturing plant, the expansion joints in the exhaust ducting were leaking due to large tears and missing material in the existing belt-type expansion joints. The installed joints had a history of cracking after only a few months of use.
Solution: A Partner Distributor and our Engineering team reviewed the current expansion joint layout, specs, and upcoming design process changes, and we recommended a hand-built “Flue Duct” style Expansion Joint. After review, it was determined the belt-style expansion joint installed used an incompatible material for the temperature and chemicals present in the exhaust. The frame used a sharp corner design, leading to stress and tearing in the corners during operation. We proposed and agreed that removing the inward angle belt frame and replacing it with a Holz Rubber hand-built 945 –W- style fixed rubber flange Expansion Joint manufactured with Viton would be the best solution. The proposed Joint style is manufactured using fully molded radius corners and exceeds the expected movement requirements of the system. The Viton material can handle the exhaust temperature and chemical-laden air passing through the system. The design change has increased the service life past two years in a place far exceeding a few months of the original design.

Incompatible Rubber Leads to Expansion Joint Failure
Application: Ventilation System Used With Oil Saturated Air In a Reclaimed Water Facility
Problem: The Flue Duct Expansion Joint is leaking during operation. The tube or gas side tube material used to manufacture the current Expansion Joint is not compatible with the system media. The tube is failing under regular operation and is allowing oil to seep inside the body of the Expansion Joint, weakening its construction and allowing the body to swell. Oil saturation has continued to the point of weeping through the Expansion Joint cover and dripping on the floor below the Joint, creating a secondary hazardous condition.
Solution: Holz’s Sales and Partner Distributor reviewed the system specifications, including pressure, temperature, and media type, to determine the correct rubber material to manufacture a long-lasting replacement Expansion Joint for this application. The oil in the system is petroleum-based which does not react well with specific elastomers commonly used in the manufacture of Expansion Joints. We determined that an Expansion Joint manufactured with a Nitrile Tube and Neoprene cover would be an excellent replacement for this application. Nitrile has excellent resistance to petroleum-based products, which will allow for extended maintenance-free service life. Proper Tube Material that won’t deteriorate during use will also help solve the secondary hazard by keeping the media inside the joint rather than on it. Safety matters!
Uncontrolled Movements Causes Failure
Application: Condensate water piping for the boiler system used in the pulp and paper industry for heat and energy generation.
Problem: After 6-1/2 years in operation, an Expansion Joint failed due to the bolts repeatedly rubbing the expansion joint’s body. The anchor points failed and allowed the pipe flanges to move laterally from side to side. This uncontrolled movement allowed the bolts to damage the Expansion Joint body creating a weak point in the Expansion Joint leading to an unplanned outage.
Solution: After the plant fixed the loose anchoring points, our distributor measured the existing Expansion Joint. The replacement is hand-built with a 1/2” shorter Face to Face than the original and a 5/8” lateral (3-6 position) built-in offset. We also advised the plant to turn the bolts around to keep the threads away from the Expansion Joint’s arch and add control rods to the system, which will limit future movement and help protect the Expansion Joint from movements beyond its capabilities.
**Mechanical restraints should be used to prevent over-compression and over extension on all pressurized expansion joints. Damage incurred without the use of mechanical restraints could void the warranty**



Hot Air In A Grain Facility
Application: Hot Air Ducting Used In The Grain Processing Industry
Problem: A grain processor contacted a Holz distributor to request a new belt-type expansion joint. The current expansion joint had been in service for eight years. The belt was cracked, split, and not sealing well due to age and an offset of the mounting flanges. The installed frame used 90° corners and was not clamped correctly. The sealing issue was causing damage to the inside of the belt and inefficiency in the air system.
Solution:
Our Engineering team reviewed the application and dimensions provided by our distributor. We recommended a new weld in inward angle frame design incorporating radius corners to help eliminate potential damage during operation. We also added an integral flow liner to keep the process air moving to eliminate belt flutter and radius backing bars to further seal and promote the highest system efficiency possible during operation. The belt elastomer is Viton due to the temperature exceeding 350 degrees.
Absorber Inlet Expansion Joint
Application: The Absorber Inlet Expansion Joint used in the Wet Flue Gas Scrubbing process.
Wet scrubbing is the process in which a lime slurry is sprayed into the flue gas stream to remove sulfuric acid and fly ash.
Problem: The Expansion Joint connecting the ductwork to the Absorber was leaking due to the backsplash during operation. The media, an acidic lime slurry, was eating its way through the ductwork, Expansion Joint, and metal frame, causing leaks to form. The acidic slurry was spewing threw the damaged ducting and Expansion Joint and dripping to the ground creating a hazardous environment.
Solution: Holz Engineers reviewed the existing ductwork and expansion joint design with the help of a local distributor. We determined that the ductwork could be extended during the review, moving the Expansion Joint further away from the spray during operation. We designed a 952 Arch Style Flanged Flue Duct Expansion Joint capable of handling extreme movements in short Face to Face lengths made of Viton to resist any future acid attack. The new design incorporated formed angle retaining bars to support any potential acid build-up and a flow liner to protect further the Expansion Joint body and drilled flanges from any acid attack.


High Temperature Expansion Joints Keep Ice Breaker Moving
Application: A turbine exhaust ducting system on an ice-breaking ship. The turbine exhaust ducting system recovers unused gases from the cylinders and is directed to the exhaust gas boiler to recover most of the wasted energy.
Problem: The High Temp Expansion Joints
installed on the ship’s Turbine
Engine Exhaust were damaged and failing during a scheduled maintenance cycle. The damaged High-Temperature Composite Expansion Joints allowed hot turbine exhaust gases to enter the vessel interior, creating a scorching, hazardous work environment.
Solution:
The contractor in charge of the repair contacted Holz rubber with an urgent request to replace the (3) High Temp Expansion Composite Joints before the ship’s scheduled de- parture date. Our Sales and Engineering team reviewed the system requirements and pictures of the installed joints. Based on the system speci ications provided, Holz Rubber suggested a robust Multi-Layer composite belt design wrapped with stainless steel wire mesh for added protection of the belt during operation from any particles found in the exhaust stream and the 1,100 ̊ sustained temperature. Our High Temp Multi-Layer Composite Expansion joints were manufactured ahead of schedule and installed by the con- tractor allowing the ship to return to cutting ice, paving the way in the North Pole.
Expansion Joint Failure Due To Incorrect Dimensions
Application: Fuel transport/distribution pipe line used in a Petro-Chemical production facility.
Problem: During a physical maintenance review of the expansion joints in the facility, the plant discovered an installed expansion joint with tears in the rubber flange cover, exposing the fabric reinforcement. The plant was concerned that the expansion joint could fail during operation, resulting in a potentially catastrophic accident or extended downtime.
Solution: A local Partner sent pictures and measurements of the installed expansion joint to our Engineers for review. We determined the pipe flanges had a lateral offset, and the expansion joint installed was stretched beyond the rated extension during installation. Our Engineers and Sales Team worked closely with the plant and distributor to get accurate measurements for the replacement Expansion Joint. We added three-quarters of an inch to the face to face and built in a seven-eights offset to the expansion joint. The plant was very concerned about the expansion joint’s condition deteriorating further and opted to have us expedite the replacement joint. The replacement was installed within six business days with little downtime experienced by the plant.


Premature Failure of Unsupported Expansion Joint
Application: Winery Process Piping Used To Transport Grape Juice and Solids.
Problem: A winery experienced multiple premature failures of an Expansion Joint installed in its grape processing system. The Expansion Joint cover was tearing at the flanges, exposing reinforcement layers. The exposure raised a concern of possible contamination and complete failure. A combination of problems, including the length of the Expansion Joint, the system movements, and the weight of media inside the Expansion Joint, is causing the Expansion Joint to fail prematurely.
Solution:
A Holz Representative and Distributor visited the facility to measure and observe the failing Expansion Joint. The current joint a –U– Type no-arch design, was too long for the application and was installed without control rods to limit movements. The no-arch Expansion Joint was designed for vibration only. It is also is drooping due to the weight of the media. The vibration is causing the middle area to move up and down, adding stress to the flanges. Without an arch to absorb the movement, the flanges absorbed the stress during operation. A Holz Product Specialist recommended lengthening the existing pipe to shorten the overall length of the required Expansion Joint and installing an FDA compliant 300 series narrow double filled arch design expansion joint with control rods engineered to meet system movements. Since installation, the winery has experienced increased productivity with no unplanned downtime.
A Metal Bellow is Replaced with a Molded Flange High Temperature Composite Expansion Joint
Application: Lime Kiln Dryer Process Air fan connector at Pulp and Paper Mill.
A lime kiln is used to convert calcium carbonate CaCO3 into burnt lime CaO. The burned lime reacts with the green liquor and precipitates as CaCO3, thus creating a closed loop with the re-causticizing.
Problem: The Paper mill noticed a ten + year-old metal bellow had failed. They replaced the existing bellow with the same design. Three months after replacement, the joint failed again, showing stress cracks at the welds, where the bellows meet the lat. The movements are too great for the mitered and welded seams of the metal bellow. This plant system requires seven days a week operation for 12-18 months continuously. The unexpected failure and downtime left the mill open to exploring a non- metallic expansion joint viable option.
Solution: Our Engineers reviewed the system speci ications and pictures provided by our Distributor of the application, including the failed metal bellow. Based on the system movements, operating temperature, and media, our engineers recommended a Molded Flange Single Layer Composite PTFE/Fiberglass expansion joint incorporating 1/2” Radius corners for strength and stability during operation. We also designed a metal flow liner to fit inside and protect the High Temp Expansion Joint material from abrasion. The new design replaced the existing failed metal bellow, bolting to existing flanges with no need for additional frames or onsite fabrication. The light weight of the High-Temp Joint saved time and money compared to installing a metal bellow.

FGD High-Temperature Stack Joint
Application: A High-Temperature Composite Expansion Joint connecting the Flue Gas Desulfurization (FGD) absorber to the exhaust stack at a power plant.
Flue Gas Desulfurization is an Environmental protection technology used to remove sulfur dioxide from the exhaust of flue gases produced during power generation in fossil fuel power plants.
Problem: The existing High-Temp Composite Expansion Joint had experienced rips/holes and other wear failures during its life span. It had multiple patches and currently was failing in the corners allowing exhaust gas to escape. The material of the joint was tight with no ability to stretch during operation.
Solution: After an onsite plant visit with one of our Partner Distributors to evaluate the application and compile system information. Holz engineers determined the overall length of the Composite Expansion Joint was short for the application and system movements. We specified an HRPL7 (PTFE/Fluoropolymer) High-Temperature Composite Expansion Joint rated for 600 ̊ manufactured to the correct active-length. We also provided a 1/8” X 3/8” PTFE gasket to install between the frame and belt to ensure proper sealing and system efficiency.

Pressure and Media Calls for Fully Molded Flue Duct
Application: Centrifuge suction and dis- charge for Para-xylene ap- plication at a chemical plant in India.Para-xylene is an essential chemical used in the manufacturing process of PET plastic.
Problem: The installed Molded Corner Expansion Joints were splitting and leaking in the corners and at the splice showing signs of stress due to the movements. The fail- ing Expansion Joints were 1/4” thick, manufactured in a -U- style ( No Arch) de- sign and only rated to 3 psi operating pressure.
Solution: During a system information review with the plant and the Holz Distributor, we determined the actual system operating pressure to be five psi with +1.5’ extension and -2.5” compression movements. Our Engineers used the information and de- signed a 3/8” thick, fully molded Holz 952 Arch Style Flue Duct Joint. We selected Viton due to the corrosive environment for the tube and cover of the Expansion Joints. Also,we added a stainless steel flow liner to protect the tube from corrosion during continuous operation.
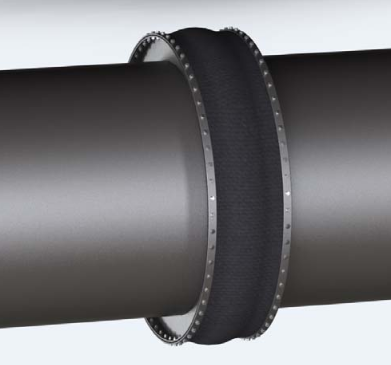
Engineered Fabric Reinforced Sleeve Combats Vacuum
Application: Commercial Rapid Cooling Cold Air Circulation Process Piping
Problem: A Commercial Ice and Rapid Cooling Company contacted one of our Distributors due to a worn expansion joint
sleeve installed in a cold air piping system. Constant vacuum and cold temperatures were adversely affecting the performance of the sleeve and the entire system. The sleeve was being sucked into the media stream, causing cracks to form in the body, and the material of the sleeve was brittle due to the extreme cold temperatures.
Solution: Our Engineering Team reviewed the current Sleeve along with the piping system requirements. We determined the existing Sleeve was a non reinforced rubber tube. The constant system vacuum was pulling on the tube from the inside, causing a system restriction. Due to the body of the joint being sucked in, the rubber was stressed, creating cracks inside the Sleeve. Our Engineers specified a 430 style No Arch Sleeve Expansion Joint constructed with EPDM rubber and fabric polyester reinforcement rated for full Vacuum. The strengthening in the Expansion Joint will keep the Sleeve’s structural integrity intact while the EPDM rubber is not adversely affected by the cold temperatures of the environment.

Engineered Rubber “Liner” Solves Premature Wear
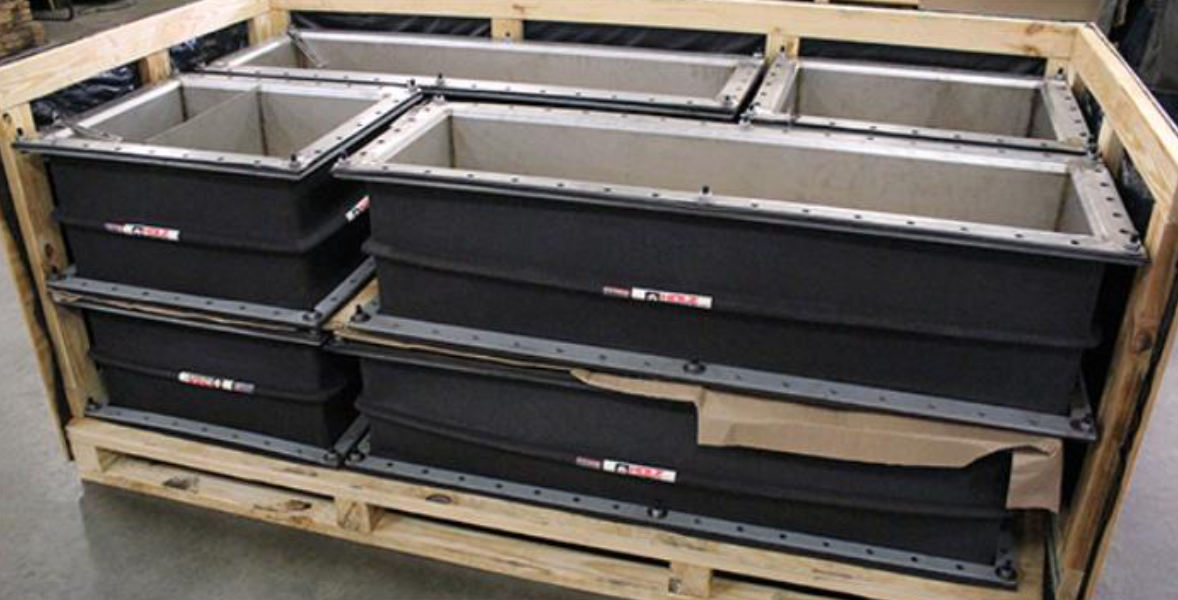
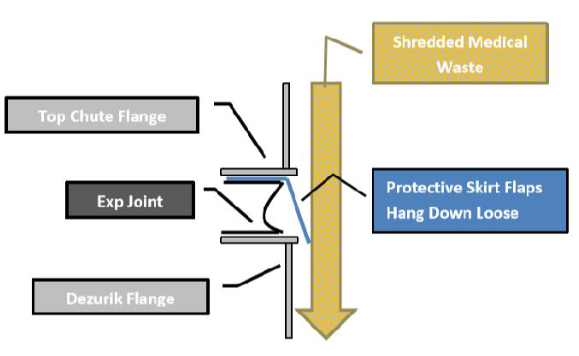
Application: An Expansion Joint installed in a material shredder used in a Medi- cal Waste processing facility.
Problem: The facility contacted a Holz Rubber Distributor looking for a solution to a unique problem. The Expansion Joint is located in a vibration isolation system in a waste shredding discharge chute experienced premature wear due to the abrasive nature of the waste. The flow of material directly impacted the Expansion Joint tube due to the design of the chute and installation location of the Expansion Joint.
Solution: Holz Rubber’s Engineering Team reviewed the speci ications and pictures of the current Expansion Joint. After review, we recommended a flow liner; however,a standard metal flow liner was not feasible. We proposed a rubber skirt “liner“ as an engineered solution. The skirt will allow the waste material to flow at anacceptable rate during processing, keeping build-up to a minimum while still allowing complete system movement, and providing protection to the Expansion Joint tube. The processing facility reported the skirt liner and Expansion Joint is performing without wear.
Engineered Rubber Vibration Dampener Solves The Problem
Application: A Vibration dampening expansion joint installed within a mineral processing facility.
Problem: After a recent equipment upgrade, a mineral processing facility was experiencing unusual noise and vibration. A low hum could be heard, and the process piping was vibrating during operation. The plant reached out to a local Holz Partner Distributor for guidance on how to eliminate the vibration.
Solution: During an onsite inspection by a Holz Rubber Representative, we determined the installed “standard” Silicon vibration dampener was too signi icant for the breach opening. The joint was installed pre-compressed, which did not allow it to absorb vibration as intended allowing the noise and vibration to occur. Our Engineering team recommended a hand-built VD1000 engineered and built to the exact size of the system breach opening to absorb the vibration dampening during operation. After installation, the system in question has been operating with no noise or adverse forces transferring to adjoining process equipment.

Excessive Movement Solved With A Non-Metallic Expansion Joint
Application: Hot air duct work expansion joint used for vibration isolation in a potash mine processing operation.
Problem: A potash processing facility contacted a Holz Distributor asking for design help with a fan housing to metal air duct coupling that failed three times in 2 years. The metal connector was separating and bending near the flanges allowing hot air to leak into the surrounding area.
Solution: An Expansion Joint Specialist worked closely with our Distributor to verify the movements of the fan during operation. The fan had excessive movement at start-up, causing stress at the flanges and adjoining equipment. It was also observed that the fan had constant vibration adding further acoustical impedance to the system. Our engineering team recommended and engineered a Holz Style 945 -W- type expansion joint rated for the extreme movement and vibration of the fan. This new style of joint made it possible for the expansion joint to maintain a proper seal along the flanges at start-up and to absorb vibration during operation. The engineered solution has been running leak-free with no problems since installation.

Multiple Expansion Joint Problems Solved at a Wastewater Treatment Plant
Application: Clarifier system at a wastewater treatment plant.
Problem: A wastewater treatment plant became concerned about the condition of their expansion joints connected to one of their clarifiers. The expansion joints were delaminating and showing fabric reinforcement around the bellows.They reached out to a Holz Distributor to assist them in finding a long term solution that would eliminate these problems in the future.
Solution: Our Outside Field Representative and local Distributor traveled to the plant to evaluate the existing expansion joints. During the evaluation, they identi ied three significant issues. First, the expansion joints’ covers were manufactured using a rubber compound that was not resistant to the outdoor UV light, causing them to delaminate. Second, during the initial installation, the hardware was installed backward allowing the threaded portion of the bolts to contact the body of the joints creating tears. Lastly, the piping system had settled over time, causing the flanges to become misaligned, further causing stress on the existing joints. Holz recommended replacing all of the problem joints with our 320 style engineered hand built joints. The new joints could be installed correctly and would be customsized with offsets to fit the misalignments in the system. Also,they would include an EPDM cover that would prevent further deterioration from UV light.
Design Changes Increase Service Life
Application: A high velocity duct carrying dry powder.
Problem: A fertilizer manufacturer had an expansion joint that started to leak one month after installation. Plant personnel observed media leaking through parts of the joints body, especially near the corners of the flanges.
Solution: A Holz Distributor that works with the fertilizer plant contacted us for suggestions of how to prevent the leaks and to increase the service life. There were two significant problems with the current design. First, the expansion joint frames did not include fasteners near the corners, causing the leaks along the edge of the flange. Second, the abrasive material was wearing the tube of the joint, causing it to fail quickly. After identifying the two issues, Holz Engineers designed a new flange configuration to eliminate leaking at the corners and proposed the addition of a flow liner to protect it from the abrasive material. Holz provided drawings and data to support the changes, and the customer decided to proceed with the new design. Due to the changes, the customer has reported a much longer service life and reliability in this application.


Emergency Service with Time to Spare
Application: Holz Rubber Company supplied custom rubber expansion joints for a cooling tower system at a natural gas-fired power generation facility in the Southern United States. Cooling tower systems in power plants require high-performance expansion joints capable of handling:
- Continuous thermal movement
- Vibration isolation
- High humidity environments
- Pressure fluctuations
- Long-term outdoor exposure
Reliable expansion joints are essential for maintaining cooling system efficiency and plant uptime.
Problem: A distributor was managing an upcoming scheduled outage for the facility and needed replacement expansion joints installed during the shutdown window. Approximately one month before the outage, they learned the originally sourced expansion joints would not arrive on time. Because the outage could not be rescheduled, delayed delivery risked:
- Extended downtime
- Lost power production
- Revenue loss
- Increased contractor costs
- Restart delays
The plant recommended contacting Holz Rubber Company for an emergency solution.
Solution: Holz Rubber immediately mobilized its engineering, production, and sales teams to develop a rapid-response manufacturing plan. After reviewing specifications and project timing, our team established an estimated ship date of 3.5 weeks. Instead, Holz Rubber completed and shipped the full order in only 12 days. This expedited turnaround allowed the customer to:
- Stage materials before the outage
- Complete installation on schedule
- Restart operations without delay
- Resume power generation faster
- Protect outage budgets and revenue timelines
RESULTS:
Standard Estimate: 3.5 Weeks
Actual Shipment: 12 Days
Outage Completed On Time
Plant Returned to Service Successfully
Holz Rubber Specializes In:
- Emergency rubber expansion joint replacement
- Custom expansion joints for power plants
- Cooling tower expansion joints
- Rapid turnaround manufacturing
- Industrial outage support solutions
Saving Time and Money with a Fully Molded Flue Duct
Application: Refinery air supply line
Problem: A refinery reached out to a Holz Distributor to discuss concerns they had about one of their existing expansion joints. The joint looked like it was failing and they wanted to know if there was a better style of connection that they could use to prevent an unexpected blowout.
Solution: A Holz specialist reviewed drawings and photos of the application and determined the existing joint was a composite style that was not designed adequately for the system. The joint was installed with more material than necessary to be effective. The excess mate-rial caused overlapping of the joint and created weak spots due to abrasion fatigue. Our specialist recommended a 952“Arch Style”ultra-high movement expansion joint as an engineered solution that would eliminate the excess material and address offsets in the piping. This style would also save the refinery time and money with no need to re-align system components for installation. The ultra-high movement capability of the fully molded 952“Arch Style”expansion joint with fabric reinforcement helped eliminate the plants worry of downtime while providing long system life.


Vibrating Gravity Feed Piping
Application: Mechanical shaker at a pulp and paper mill carrying a mixture of ground cardboard and water.
Problem: A Holz Rubber Partner Distributor had a custom-er concerned about excessive vibration in their pulp piping system. The vibration was causing premature wear on adjacent components and had become a weak point in their process.
Solution: A Holz Expansion Joint Specialist developed a complete solution after reviewing the application, media, and environmental factors. They determined that a 945–W style expansion joint would absorb the vibration of the shaker to decrease the forces exerted on the system and prevent material build up. The 945-W style is designed to handle extreme movement and can alleviate the damaging vibration along the piping run. In order to install the expansion joint, removal of a section of pipe would be required and new flanges would be welded into place. Holz engineered and supplied a complete flue duct retrofit, consisting of the weld on flanges, expansion joint, retaining rings, and other hardware, making it possible for the plant to single source the entire project saving time and money.
Built In Offsets Extend Expected Life Of Flue Duct Expansion Joint
Application: Blower outlet at a Municipal Cogeneration power plant.
Problem: A power plant contacted Holz requesting help with one of their existing expansion joints. They had noticed that one of their duct joints was not lasting as long as other joints in similar applications.
Solution: A Our Inside Sales Specialist reached out to a local distributor and arranged for them travel to the plant to verify dimensional and application information. They found the ductwork was out of alignment and a large offset existed that had not been considered when the joint was last replaced. The distributor meticulously measured each flange and their proximity to each other and submitted the information to our Expansion Joint Engineering Department. We engineered a 942“U”style expansion joint with multiple built-in off-sets that it perfectly in the system and allowed the joint to perform in a relaxed state as designed.Holz Rubber Company is the industries leader when it comes to Engineering and Manufacturing fully molded Flue Duct Expansion joins.

Ultra High Movement Expansion Joint Engineered To Absorb Excessive Force
Application: FRP (Fiberglass Reinforced Pipe) rubber lined tailings chutes carrying various types of media over distance to a discharge hopper.
Problem: A Holz Partner Distributor was contacted by a facility that had FRP rubber lined chutes that were cracking and splitting. The fiberglass chutes are used through-out their tailings process. The chutes were showing signs of cracking at the flanges throughout the run, and it was separating at its connection to the discharge hopper.
Solution: A Holz Rubber expansion joint specialist reviewed all available information regarding application, media, and environment. They found that the movement of components throughout the system, combined with the flow of the media was causing stress and torque to the flanges beyond their specified capabilities. A Holz 952-2 double arch expansion joint with high movement capability was determined to be the best-engineered solution for the application. The Holz 952 design has a low enough spring rate that it would relieve the stress on the flanges by absorbing excessive forces in the system. This solution is sure to provide a longer chute life and less downtime for the end user.
Unforeseen Problems After Equipment Upgrade
Application: Industrial facilities are subject to constant and dynamic change. For a facility to run reliably, it must adapt to changes in processes, technology, and environmental requirements. These adaptations make it necessary from time to time to replace or reconfigure plant equipment.
Problem: A Customer came to Holz Rubber shortly after replacing their outdated boiler system and ductwork. They had an old expansion joint that had been part of the old boiler that was not a proper fit for the new ductwork. The breach opening between ducts was shorter than the original design,and the duct was misaligned, causing it to stretch axially and laterally. This misalignment was causing hotspots in the high temp joint material causing the maintenance personnel to doubt the joints’ ability to safely function.
Solution: A Holz Rubber expansion joint product specialist reviewed all of the information available for the entire system, focusing on the problem connection. Holz engineered a fully molded–945-S-W-style arch sleeve flue duct joint to meet the dimension, temperature and movement requirements of the system. When designing and installing any new equipment, it is essential to identify any potential problems in the entire system to ensure all of the components function safely and reliably based on their intended use.


Redesign Helps Power Plant Run Leak Free
Application: A72”water circulation system in a coal fired power plant.
Problem: Holz was contacted by a partner distributor that needed an engineered solution to re-place two circulating water expansion joints that had been in service since the1960s. The existing joints were unique since one side of each was vulcanized to the pipe instead of using flanges.
Solution: Our distributor and engineering team worked with the plant engineers to find a way to design joints with an industry standard. The decision was made to cut the pipe on the side that was vulcanized and replace them with standard ANSI flanges. This innovative solution made it possible for Holz to engineer 320 style EPDM joints with 150# integral flanges for easy and a cost savings installation.This solution is now in service and will keep the plant running leak free for many years.
Equipment Damage Causes Unscheduled Outage And Emergency Repairs
Application: It is crucial there is adequate airflow through-out a power plant to generate electricity. This air flow is created by industrial size fans that rotate at a very high velocity to move large volumes of air.
Problem: During normal operations at a combined cycle power plant one of these supply fans broke apart and caused a catastrophic damage to three different expansion joints. The force of the blades also destroyed ductwork and flow liners that were in the system If the equipment offline no power can be generated so the plant was eager to get the repair expedited. Additionally, the plant found they did not have adequate drawings on file, so the damaged equipment would need to be measured in place to produce new parts.
Solution: Working with a partner distributor, a Holz representative traveled to the site to measure and make recommendations to replace the damaged joints. The joints were found to be an odd size with a non-standard bolt pattern. The Holz engineering team was able to expedite the order in time to meet the deadline. The plant was able to get the unit back up and generating electricity and profits.


Overhead Leak Damages Expansion Joint
Application: Power plants use chemicals to produce steam, regulate temperature and, to keep the system free of corrosion. These chemical lines are running throughout each plant, and they typically have expansion joints installed to compensate for vibration and thermal fluctuations.
Problem: A distributor was concerned the cover (outer layer) of some of their expansion joints were delaminating. A Holz technical representative traveled to the plant with our distributor to troubleshoot.During the inspection, he found that the expansion joints had a layer of caustic on them from a leaking pipe overhead. The expansion joints did not have a cover that was chemically resistant; the joint was delaminating and cracking.
Solution: Holz’s engineering team made recommendations to help the customer fix this problem and to prevent it in the future. First, we recommended that the leak above be fixed before new expansion joints are installed. Second, we provided the new expansion joints with a Butyl cover that would protect the joints if they were ever exposed to the caustic chemical again. When expansion joints are part of any application, it is essential to consider the environment outside the joint as well as what will be flowing through it. Environmental factors such as chemical attack, UV, and abrasion by fasteners or other equipment should part of the design.
Incompatible Materials and Design Cause Failure at Potato Processing Facility
Application: Potato processing facilities manufacture many different products for human and animal consumption. Their processes use heat, steam, and oils to convert raw potatoes into products such as chips, flakes, and pellets. In these harsh conditions, expansion joint failures may occur if they are not built with materials that are compatible with the heat or chemicals they are ex-posed to.
Problem: Holz received a call from a distributor asking about the availability of an expansion joint that was needed in a hurry. They said that one of their customers re-placed a joint 48 hours earlier and it was already starting to fail. During inspection, the newly installed joint looked like it was delaminating and the rubber was softening due to heat or chemical attack. Also, the system was exposed to significant vacuum pressure that caused the joint to collapse.
Solution: Due to the high temperatures and chemicals in these conditions, Holz recommended their HRPL7 material as an ideal choice. The HRPL7 is rated for high temperatures in wet locations and is rated excellent for resistance to the chemicals used at this facility. At last report, the customer was very happy with the performance of this product and will use it in other applications in the future.



Engineering Solutions Helps Chemical Plant to Run Leak Free
Application: Air supply fan connection in a chemical plant.
Problem: A routine inspection a chemical plant found a tear in one of the expansion joints on their air handling system. Typically when an expansion joint tears it is a sign that the system has moved beyond the designed extension limit of the expansion joint. It is critical the system operates without leaking. The facility decided to replace the expansion joint immediately.
Solution: A Holz distributor who had been working with this facility contacted Holz to design a solution that would perform better than the current configuration. Holz developed a solution using their 945 style designed to al-low much more significant movement than the joint that had torn open. The 945 design is a fully molded expansion joint with a bellows in the body of the joint that allows maxi-mum movement without stressing the system. Our Engineered solution helped the plant to get running again and will ensure safe and leak-free operation.
Improvements in Expansion Joint Design Result in Fewer Leaks and a Safer Operation
Application: Dust cover for screener at a reduced iron plant.
Problem: In the process of making direct reduced iron the iron product is run through a device called a screener to help sort the product into various sizes. This is typically a very dusty process, and can include a great deal of vibration and abrasive media. Be-cause of these factors, the customer frequently had to replace or repair holes or tears in the existing seal that was wrapped and banded to the ductwork.
Solution: Our Engineering Group worked with our distributor to engineer a solution for this customer. We were able to design an expansion joint using our 942 style that was flexible enough to hold up to the vibration involved, yet strong enough to seal overtime by using abrasive resistant materials. The customer reports the joint is sealing and the end user is happy.


Adding an Expansion Joint Results In Reduced Noise and Equipment Damage
Application: A restaurant has a large exhaust fan that is used to re-move grease and other contaminants from inside the building where food is prepared.
Problem: This restaurant had problems with noise and vibration from their exhaust fan and contacted our distributor in the area to come up with a solution. When the exhaust ductwork was initially designed, the fan was connected directly to the building with a rigid metal duct. Because the duct is stiff, it was transfer-ring fan vibration directly to the restaurant causing damage and noise inside the building.
Solution: The distributor called Holz Rubber to help them design an expansion joint to install in the ductwork between the building and the exhaust fan. Our Engineering Group de-signed a sleeve type joint to install by banding it in place effortlessly. The solution worked by isolating the fan from the building to reduce vibration and the likelihood of equipment damage. Also, without the vibration traveling along the ductwork, there is a noticeable reduction of fan noise in the building.
Failed Expansion Joints Cause Unplanned Outages At Ethanol Plant
Application: In the process of making Ethanol, corn is pulverized and introduced into a slurry. This slurry travels through a series of tanks, pipes, and pumps before being reined into fuel.
Problem: An ethanol facility had many expansion joint failures in their corn slurry lines. Due to the fact the slurry runs at a high velocity and is abrasive, the original expansion joints were not designed correctly and didn’t last long enough fort he customer. The abrasive slurry was causing the inside of the existing joint to wear away and expose the nylon reinforcement, eventually causing the joint to fail. These failures caused costly unplanned shutdowns while the customer replaced joints and cleaned up the hazardous area around the failure.
Solution: Our Engineering Group worked with our distributor and the plant to create a design to enhance the reliability and function of the expansion joint. We did this by making two significant changes to the existing de-sign. The first was to include an abrasive resistant liner made from gum rubber, and the second was to change the arch style from wide open to a filled smooth bore to reduce turbulence.


Temperature Variables Make It Necessary To Have The Proper Fit
Application: The front and rear expansion joints on a gas turbine exhaust collector box in a facility owned by a large multi-national power company.
Problem: Temperature plays an important role in the success of a gas turbine operating efficiently. If the expansion joint is not installed correctly, or if it fails in service, gasses will leak into the GT enclosure. If the enclosure gets too hot it becomes less efficient and can cause a forced shut-down, eventually resulting in lost revenue.
Solution: The Holz Rubber Team supplied multi-layer, conical shaped high temperature flue ducts to back up the primary seals that tend to generate leakage. The new design has been successful for thousands of hours of operation, resulting in this product being implemented at other plant locations.
Compensating for Thermal Growth Extends System Life
Application: Connecting polypropylene strip line tanks for metal processing industries such as carbon steel, stainless steel, aluminum and exotic alloys.
Problem: A global supplier of polypropylene tanks was using conveyor belting bonded together to create the finished product. Quickly after install, the glue at the seams began to deteriorate causing the expansion joint to leak. The customer sent their drawings to three suppliers, the other two suppliers could not solve their problem. One of our knowledgeable sales team members took this opportunity to communicate with the customer providing them with engineering support, something they didn’t receive from previous suppliers.
Solution: The Holz Rubber Team supplied Chlorobutyl connectors with an extremely tight tolerance. In this application, our product has an estimated lifespan of between four and five years. Due to our high end quality and customer support, this company has been doing business exclusively with Holz for over five years.


High Temperature Ducting Joint Provides A Solution For A Gas Turbine
Application: Discharge of gas turbine engine bleed air to overboard ducting.
Problem: Gas turbines require testing for performance, emissions, and structural design integrity before being available on the market.
Solution: The Holz Team provided fully assembled expansion joint units for the testing of a new gas turbine. The gas turbine was tested successfully for use in simple cycle, combined cycle, and cogeneration applications. The turbine tested provides the highest power output of any aero derivative gas turbine generator package available on the market.
Adding A Teflon Gas Barrier To The Composite Joint Eliminates Premature Failure
Application: Ductwork between economizer and air heater, and PA ducts on a new 600MW lignite fired Circulating Fluidized Bed Boiler. Temps from 500° to 1100° F.
Problem: OEM expansion joints (fabricated by another company) consistently developed holes and leaks, even after repairs were made. The recently built plant went into un-planned outages several times to repair expansion joints.
Solution: The Holz Rubber Team provided replacement fabric expansion joints that were designed and constructed for the existing conditions, all while providing field support for the new installation at the customer’s request. The replacement fabric expansion joints solved the problems at the site and have allowed the customer to worry about more important things… like making money.




Holz Rubber Provides Quick Turnaround For Hydrogen Generation Plant Emergency
Application: Hydrogen Generation Plant.
Problem: The plant needed fully assembled fabric expansion joints for a hydrogen purification unit delivered in two weeks for installation.
Solution: With the help of our metal fabricators, we were able to ship all three fully assembled units consisting of belts, pillows, retaining bars, hardware, and frames in the two week time period ready for installation.
Holz Expansion Joint Allows Development of Catalysts to Improve Fuel Quality
High quality Catalysts improve refining process, producing better fuel quality and yields
Application: Catalyst manufacturing equipment at a Chemical Plant in Canada. The catalyst is used in a reβineries Fluid Catalytic Cracking (FCC) process to produce petroleum based products.
Problem: The existing expansion joint was not designed to compensate for the excessive lateral movement of the application, causing it to rip near the base of the βlanges. The rip exposed the expansion joints fabric reinforcement, which once exposed, can lead to catastrophic failure.
Solution: Holz engineered and manufactured a triple arch expansion joint designed specifically for the application, eliminating the possibility for catastrophic failure. Having a properly designed expansion joint for your application will decrease the possibility of unnecessary shut downs and potential safety concerns.


Custom Built Expansion Joints Solve Premature Failures Due to Piping Misalignment
Exceeding recommended misalignment causes multiple expansion joint failures costing down time and maintenance dollars.
Application: Piping to feed pipe on corn grinding mill at a dry grind ethanol facility. The dry grind ethanol facility produces fuel ethanol and Dried Distiller Grains (a low value animal feed product).
Problem: The process engineer was having difficulties identifying premature failures of the expansion joints on the grinding mills. Each expansion joint was failing after only 2 weeks of operation.
Solution: Holz Rubber Company determined the premature failure of the expansion joints was due to misalignment between the piping and the feed pipe on the grinding mill. Standard expansion joints are not designed to compensate for piping misalignment greater than 1/8”. Misalignment reduces the movement capabilities of the expansion joint and can severely reduce service life due to excess stress. Holz custom manufactured an expansion joint with a built in 3/4” lateral offset to account for the misalignment; keeping the plant running.
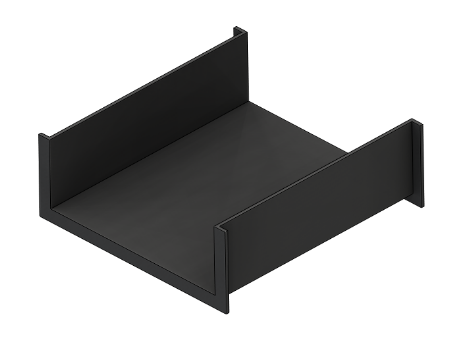
Custom Built Expansion Joint Eliminates Drip Tray Corrosion in Electro Polishing Process
Sulfuric acid solution causes drip tray corrosion, forcing early replacement and downtime.
Application: Electro polishing tanks are used to remove burrs and polish metal parts. The Electro Polishing tanks are used to polish fence posts at the largest fencing manufacturer and distributor in the Unites States.
Problem: The sulfuric acid solution used in the electro polishing process was dripping off the wire cathodes between the two tanks and destroying the drip trays. The tank operator needed a more permanent solution to contain the acid while also allowing the opening of the lids on the tanks.
Solution: Holz Rubber Company manufactured a custom three sided expansion joint to connect the two electro polishing tanks. The expansion joint contains the sulfuric acid solution and eliminates the need for drip trays that needed to be replaced often.
Coal Fired Power Plant Converted to one of the Cleanest Solid Fuel Plants in the Country
Strict Emission regulations met while salvaging local jobs.
Application: Wet Scrubber Inlet in a Bio Mass Plant. The plant utilizes the abundance of urban waste, scrap wood, and tree trimmings from the area to generate power for over 45,000 homes.
Problem: Their existing 1/4” thick Viton® expansion joint was tearing at the corners near the βlanges due to excessive movement of the duct system. The expansion joint in service was not designed to compensate for the 3” of concurrent movement in the system.
Solution: Holz Rubber Company, along with our local distributor visited the plant to evaluate the application. After the visit, Holz designed a 3/8” thick Viton® expansion joint with wire reinforcement to prevent tearing. More importantly, this expansion joint was designed to allow the excessive concurrent movements.
Torsional Misalignment On Bag Filter Flanges Causes Expansion Joint Failure
Proper piping alignment is critical to an Expansion Joints life cycle.
Application: The outlet to the bag βilter at Carbon Black Manufacturing Facility.
Problem: The existing βlanges were misaligned creating a twist in the expansion joint during installation. This twist caused material to fold over on itself creating hot spots which lead to premature failure. Additionally the existing expansion joint was not designed to handle the operating temperature.
Solution: Holz Rubber Company supplied a HRPL7 to handle the high temperature. The end user was instructed that they should align their piping to ensure a proper life cycle of the expansion joint. Unfortunately, the facility could not align their piping until the next outage. Since the plant could not modify the piping the Holz engineering team worked with the plant engineering team to come up with an installation method to eliminate the twist.


Adding a Full Cavity Pillow Eliminates Fly Ash Build-Up
Application: Air Heater Air Outlet on a lignite fired 600MW CFB Boiler.
Problem: Often the primary air pushed through the heater baskets on the air heater outlet is considered to be “clean”. In reality, there is fine particulate that clings to the baskets and as the primary air passes through, it pushes the dust into the ducts downstream.
The dust collects in behind the flow liner and eventually packs in tight enough to rupture expansion joints. The original OEM supplier failed to recognize the potential hazards for this application, and the joint became the cause of several forced outages.
Solution: Holz immediately recognized the problem and replaced the joint with a design that eliminated the collection of dust in the cavity by utilizing a design with a full cavity pillow. The plant has not experienced any further issues at this location.
Beefing Up The Composite Reinforcement With Aramid Eliminates Tearing
Application: A gas turbine air inlet at a power generation plant.
Problem: A power plant was struggling with a failing expansion joint. Cracks and tears close to the corners were causing a loss of air to the turbine during operation. This loss of air causes turbine efficiency related problems.
Solution: The Holz Team suggested replacing the existing fiberglass reinforced expansion joint with a new Aramid reinforced fabric expansion joint. This reinforcement is stronger and denser than the fiberglass and will provide for a longer service life in this application. The customer was pleased with the performance improvements and subsequently replaced the same expansion joint on the other turbines at the facility.



A Tabbed Pillow Eliminates Fly Ash Build-Up In The Sofa Duct
Application: Secondary Over-fire Air (SOFA) installed in a coal fired power plant where flue gas is typically 600°-700°F with some fly ash present.
Problem: Significant lateral movement is typical in this application due to boiler thermal growth. Flow liners experience large gaps and expose internal expansion joint components to turbulence and allows fly ash to collect.
Solution: Cold setting of ducts can reduce overall movements by half, which reduces the gap between liners under operating conditions. Mechanically fastening the pillow under the flanges forces “memory” into the pillow during thermal cycles of the boiler and keeps the components intact and operating as designed.